[教學:3D列印-2] Slic3r 切片軟體教學
要把東西印得又好又快,除了一台設計良好的3D列印機外,調整恰當的切片參數也是非常重要的,只要慢慢的嘗試,就可以找出最適合的列印參數。
Slic3r是我第一個使用的切片軟體,所以也是我研究最深入也最熟悉的軟體,基本上使用容易,要進行更細緻的調整也可以。
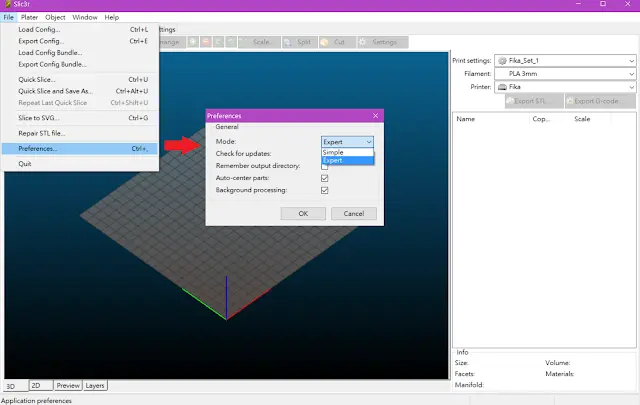
首先要更改模式為Expert 將[Mode]中的[Simple]改為[Expert]。打開設定選單,點選左上角的[File] > [Preferences]
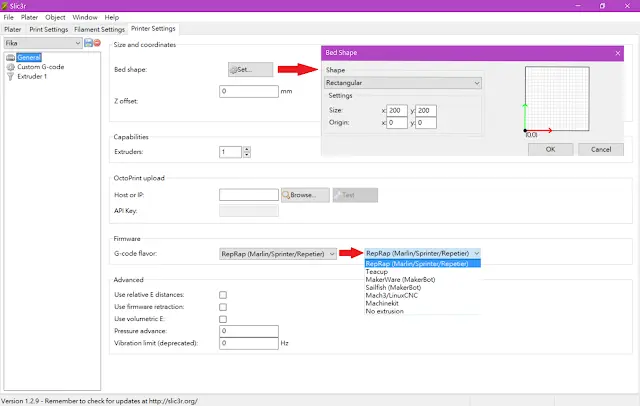
列印機設定:點選[Printer Settings]標簽
1.General
- Size and coordinates
- Bed shape : 設定3D列印機的可列印範圍與原點
- Z offset : Z軸高度調整。通常設定為0,Z軸高度會直接用3D列印機上的限位開關來調整
- Capabilities
- Extruders : 設定3D有幾個擠出機組
- OctoPrint upload
- Host or IP :
- API Key :
- Firmware
- G-code flavor : 選擇3D列印機的靭體類型。基本上使用Arduino和ATMega 2560的3D列印機都是選RepRap
- Advanced
- Use relative E distances :
- Use firmware retraction :
- Use volumetric E :
- Pressure advance :
- Vibration limit (deprecated) :
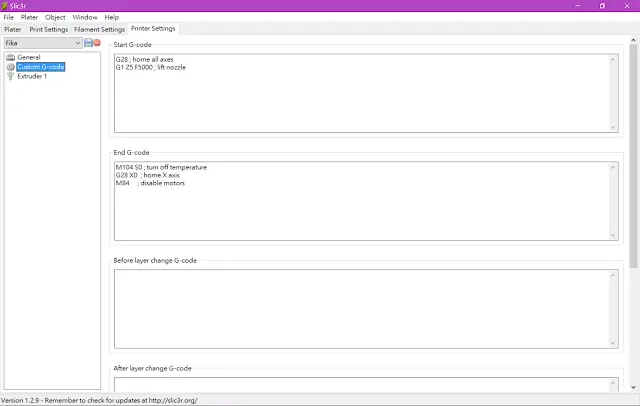
2.Custom G-code
- Start G-code : 開始列印時要執行的G-code指令
- End G-code : 結束列印時要執行的G-code指令
- Before layer change G-code : 換層前時要執行的G-code指令
- After layer change G-code : 換層後時要執行的G-code指令
- Tool change G-code :
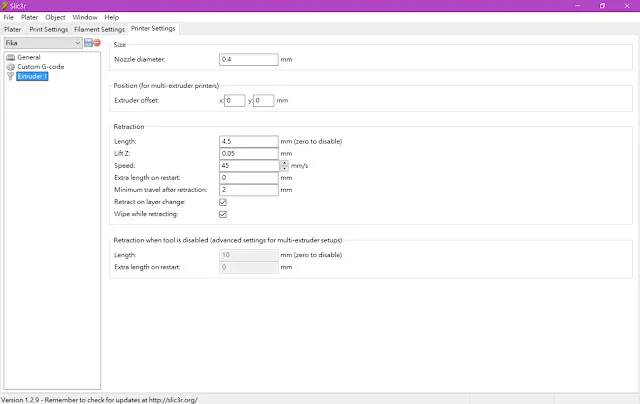
3.Extruder 1
- Size
- Nozzle diameter : 設定3D列印機的擠出頭孔徑(直徑)。當層高(Layer height)大於擠出頭孔徑(Nozzle diameter)時會造成切片錯誤。
- Position (for multi-extruder printers)
- Extruder offset :
- Retraction
- Length : 回抽材料的長度。調整此數值可改善牽絲的問題,但不能太大也不能太小,需要自己不斷測試來找出最適合的數值
- Lift Z : 回抽時抬高Z軸的高度。此數值通常不會設定太大,甚至設定為0也可以
- Speed : 回抽材料的速度
- Extra length on restart : 回抽後重新進料時多擠的材料長度。通常此數值設定為0就好,但如果遇到回抽後重新擠料時來不及出料的狀況,就要增加此數值
- Minimum travel after retraction : 但此次列印結束的位置與下個列印開始的位置相距不到這個距離時,不要進行回抽
- Retract on layer change : 換層時是否要回抽。通常會開啟
- Wipe while retracting :
- Retraction when toll is disabled (advanced settings for multi-extruder setups)
- Length :
- Extra length on restart :
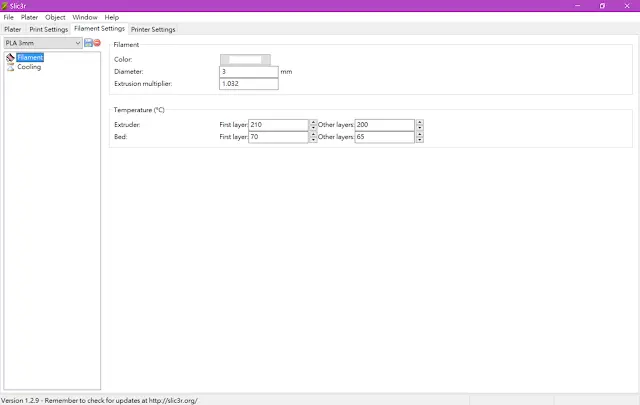
材料設定: 點選[Filament Settings]標簽
1.Filament
- Filament
- Color : 列印材料的顔色
- Diameter : 列印材料的直徑
- Extrusion multiplier : 列印材料的尺寸差補償。廠商標示的材料尺寸可能會和實際尺寸有些誤差,可以透過此數值進行補償。計算方式為標示尺寸(Diameter)除以實際尺寸,例如標示3mm的材料,實際測量為2.95mm,那此數值為3÷2.95≒1.017
- Temperature (°C)
- Extruder :
- First layer : 列印第一層時的擠出頭溫度。由於第一層需要與列印平面有較好的接觸,所以第一層的溫度可以高一點
- Other layers : 列印其他層時的擠出頭溫度
- Bed :
- First layer : 列印第一層時的熱床溫度。由於第一層需要與列印平面有較好的接觸,所以第一層的溫度可以高一點
- Other layers : 列印其他層時的熱床溫度
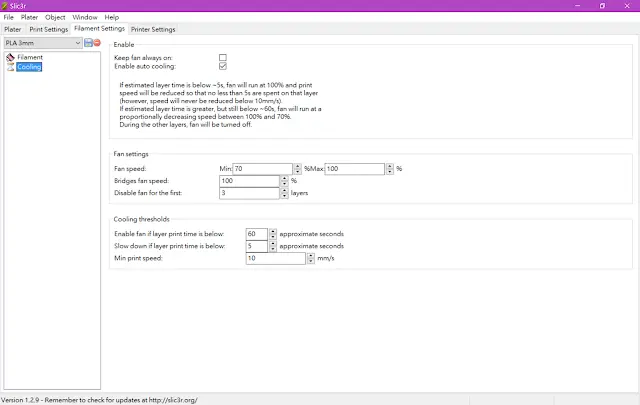
2.Cooling
- Enable
- Keep fan always on : 風扇永遠開啓
- Enable auto cooling : 自動風扇控制。通常使用此設定
- Fan settings
- Fan speed :
- Min : 最小風扇風量
- Max : 最大風扇風量
- Bridges fan speed : 搭橋時的風扇風量。由於搭橋時需要快速讓材料冷卻,所以可以加強風量
- Disable fan for the first : 在列印前幾層時不要開啓風扇。由於第一層需要與列印平面有較好的接觸,所以可以設定列印前幾層時不要開啟風扇,以避免材料因為冷卻而收縮,造成列印件發生翹曲的狀況
- Fan speed :
- Cooling thresholds
- Enable fan if layer print time is below :
- Slow down if layer print time is below :
- Min Print speed :
列印參數設定: 點選[Print Settings]標簽
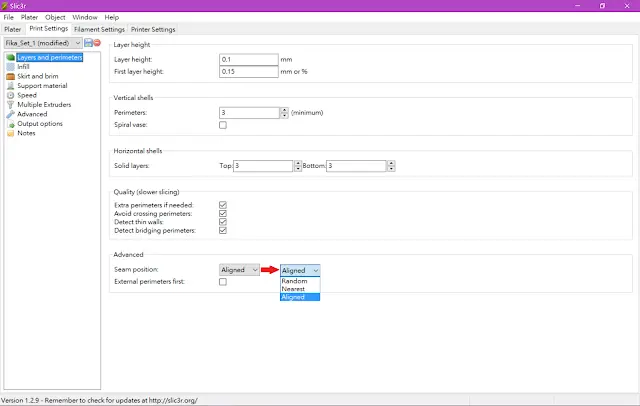
1.Layers and perimeters
- Layer height
- Layer height : 層高,每一層列印出的材料高度,通常3D列印機的解析度就是指這個數值。當層高(Layer height)大於擠出頭孔徑(Nozzle diameter)時會造成切片錯誤。
- First layer height : 第一層的層高。第一層的層高設定高一點可以補償列印平面表面的不平整
- Vertical shells
- Perimeters : 外殼厚為多少圈。通常設定2~4圈就好,設定太多圈會嚴重加長列印時間,因為每一層都要印外殼
- Spiral vase : 螺旋花瓶
- Horizontal shells
- Solid layers :
- Top : 頂部的實體層為多少層。通常設定為2~4層
- Bottom : 底部的實體層為多少層。通常設定為2~4層
- Solid layers :
- Quality (slower slicing)
- Extra perimeters if needed : 如果需要,增加外殼厚度
- Avoid crossing perimeters :
- Detect thin walls :
- Detect bridging perimeters :
- Advanced
- Seam position : 接縫位置。選擇列印兩不相鄰列印件時,每次開始列印不同列印件的位置。通常設定為Aligned來增加列印件美觀或Nearent來減少列印時間
- External perimeters firs : 印外殼時,先印最外圈。通常不會使用
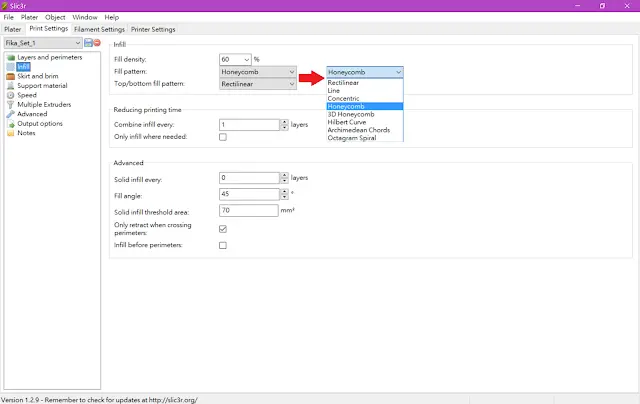
2.Infill
- Infill
- Fill density : 一般填充的百分比。通常設定15%~65%就好
- Fill pattern : 一般填充的樣式。建議使用Honeycomb
- Top/bottom fill pattern : 頂/底層一般填充的樣式。建議使用Rectilinear
- Reducing printing time
- Combine infill every :
- Only infill where needed : 只填充有需要的地方
- Advanced
- Solid infill every : 每多少層進行一次實體填充。可以增加列印件強度,但通常不用
- Fill angle : 每層填充轉的角度
- Solid infill threshold area : 如果部分面積小於這個值時,此部分使用實體填充,而不是一般填充,可以增加強度
- Only retract when crossing perimeters :
- Infill before perimeters : 每一層先印填充,再印外殼,通常不用
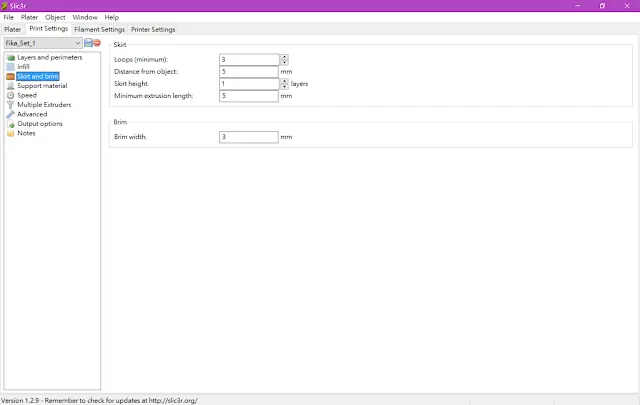
3.Skirt and brim
- Skirt
- Loops (minimum) : 預擠外框的最小圈數。為了確保列印時出料正常,會先在列印件外圍進行預擠,可以藉由觀察預擠外框來判斷出料的正確
- Distance from object : 預擠外框與列印件的距離
- Skirt height : 預擠外框的高度。通常設定為1層
- Minimum extrusion length : 最小長度
- Brim
- Brim width : 裙邊的寬度。增加裙邊可以讓列印件不容易發生翹曲的狀況,也可以當地基
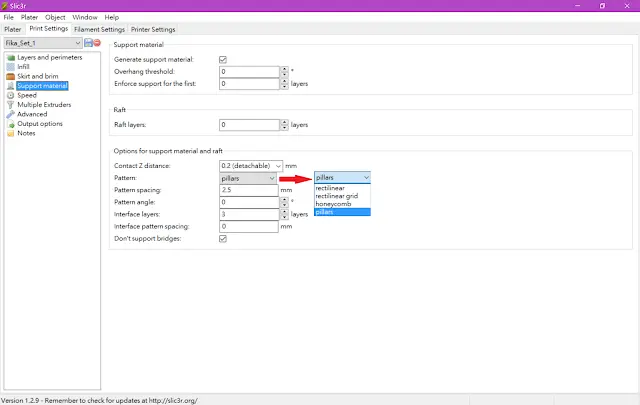
4.Support material
- Support material
- Generate support material : 開啓支撐架
- Overhang threshold :
- Enforce support for the first :
- Raft
- Raft layers : 棧板層高
- Options for support material and raft
- Contact Z distance : 支撐架與列印件上下距離要多遠
- Pattern :
- Pattern spacing :
- Pattern angle :
- Interface layers :
- Interface pattern spacing :
- Don’t support bridges : 搭橋的部分不要進行支撐
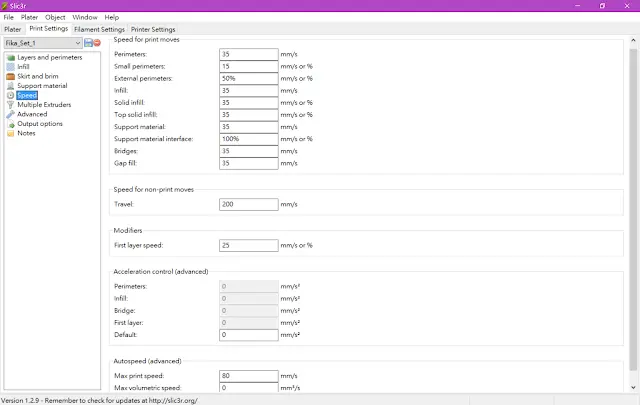
5.Speed
- Speed for print moves
- Perimeters : 外殼的列印速度。此速度可以快一些,能大量減少列印時間,因為每一層都要印外殼
- Small perimeters :
- External perimeters : 外殼最外圈的列印速度。此速度可以稍慢於外殼列印速度(Perimeters),讓成品更美觀
- Infill : 一般填充的列印速度
- Solid infill : 實體填充的列印速度
- Top solid infill : 頂層實體填充的列印速度。此速度設慢一些可以增加成品美觀
- Support material : 支撐架的列印速度
- Support material interface :
- Bridges : 搭橋的列印速度
- Gap fill : 薄牆的列印速度
- Speed for non-print moves
- Travel : 非列印時的移動速度
- Modifiers
- First layer speed : 第一層的列印速度。由於第一層需要與列印平面有較好的接觸,所以會慢慢印
- Acceleration control (advanced)
- Perimeters :
- Infill :
- Bridge :
- First layer :
- Default :
- Autospeed (advanced)
- Max print speed :
- Max volumetric speed :
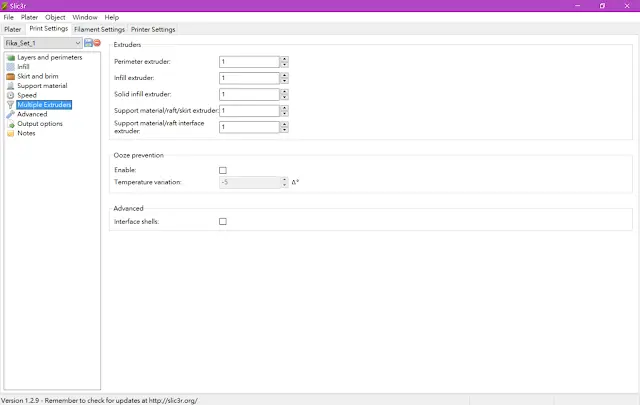
6.Multiple Extruders
- Extruders
- Perimeter extruder :
- Infill extruder :
- Solid infill extruder :
- Support material/raft/skirt extruder :
- Support material/raft interface extruder :
- Ooze prevention
- Enable :
- Temperature variation :
- Advanced
- Interface shells :
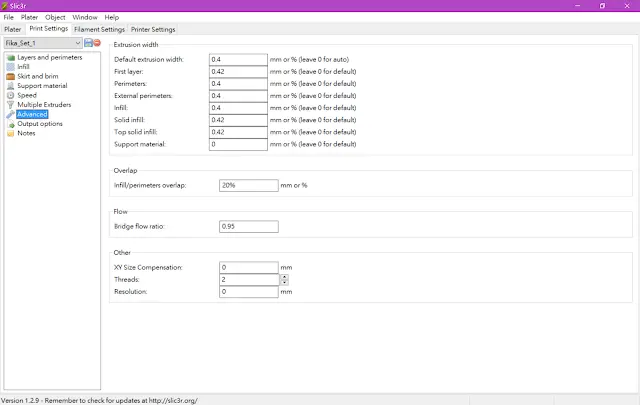
7.Advanced
- Extrusion width
- Default extrusion width : 默認的擠出線寬。通常設定為擠出頭孔徑(Nozzle diameter)
- First layer : 第一層的擠出線寬。由於第一層需要與列印平面有較好的接觸,所以會設定的寬一些
- Perimeters : 外殼的擠出線寬
- External perimeters : 外殼最外圈的擠出線寬
- Infill : 一般填充的擠出線寬
- Solid infill : 實體填充的擠出線寬
- Top solid infill : 頂層實體填充的擠出線寬
- Support material : 支撐架的擠出線寬
- Overlap
- Infill/perimeters overlap : 填充與外殼重疊的長度。可以增加成品強度,但不可以設定太大
- Flow
- Bridge flow ratio : 搭橋時的擠出量。搭橋時可以些微降低擠出量來避免材料下垂的現象
- Other
- XY Size Compensation :
- Threads : 切片時要使用多少個電腦的執行緒進行運算
- Resolution : 切片前先降低模型的解析度。0為不降低解析度
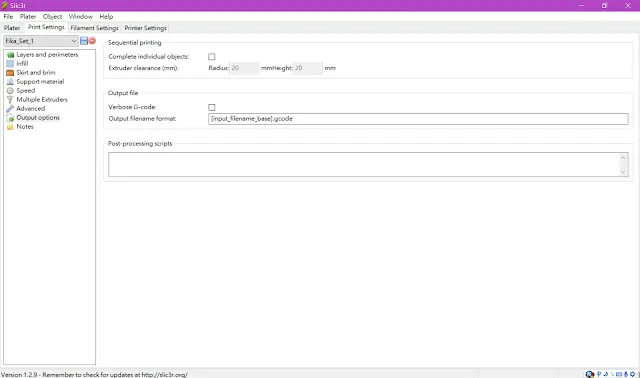
8.Output options
- Sequential printing
- Complete individual objects :
- Extruder clearance (mm) :
- Radius :
- Height :
- Output fill
- Verbose G-code :
- Output filename format : 輸出檔案的檔名
- Post-processing scripts : 後處理腳本
9.Notes 筆記
- Notes:可以在此做些筆記提醒自己。
此文章還有些地方沒有完成,未來有空再更新。